HAYNES® HR-235® alloy
Principal Features
HAYNES® HR-235® alloy (UNS N06235) is a nickel-chromium-molybdenum-copper material with outstanding resistance to metal dusting. It has no deliberate addition of iron, an element which is detrimental to the performance of alloys under metal dusting conditions. It is resistant to creep-rupture at temperatures under which metal dusting is normally encountered. Having a low silicon and aluminum content, HR-235® alloy is resistant to weld solidification and strain-age cracking. This is an improvement over other alloys intended for metal dusting resistance. It is also available as a filler wire with matching composition.
Applications:
- Petrochemical plants
- Syngas production
- Synthesis of ammonia, methanol, LNG, H2
- Microchannel High Temperature Reactors
- High carbon containing gases
- Direct reduction of iron ores
- Carbon fiber production
- Gas-to-liquids (GTL) plants
- Steam-methane-reforming process
*Please contact our technical support team if you have technical questions about this alloy.
Nominal Composition
| Weight % | |
| Nickel | Balance |
| Chromium | 31 |
| Molybdenum | 5.6 |
| Copper | 3.8 |
| Iron | 1.5 max |
| Niobium | 1.0 max |
| Aluminum | 0.4 max |
| Manganese | 0.65 max |
| Silicon | 0.6 max |
| Titanium | 0.5 max |
| Carbon | 0.06 max |
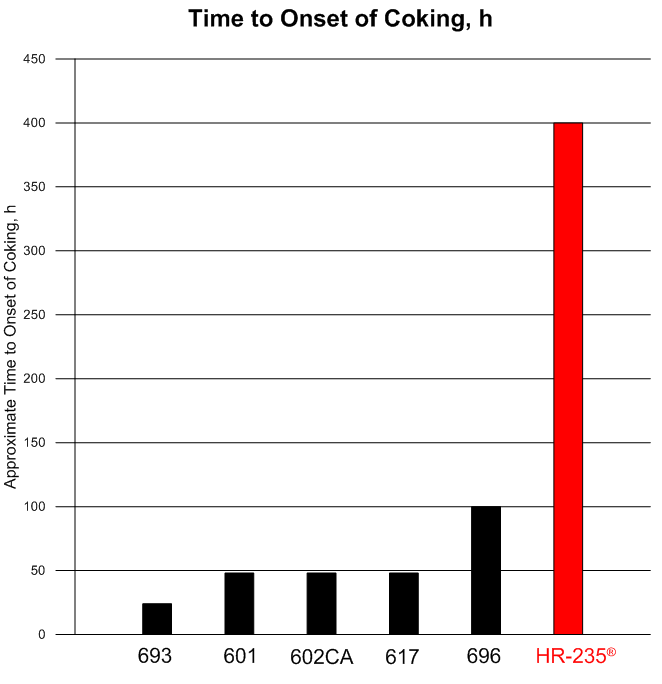
Metal Dusting
HAYNES® HR-235® alloy has been tested alongside competitive materials in a controlled atmosphere, thermal cycling rig. The reaction gas was H2 + 68% CO + 6% H2O, the carbon activity of which was 2.9 at the reaction temperature. The cycling operation, which was controlled automatically, comprised 45 minutes at the reaction temperature of 1256°F (680°C), followed by a cooling period of 15 minutes, during which the samples rapidly reached a temperature of about 194°F (90°C). The samples were tested for 1,200 (one hour) cycles, with the following results. The formation of filamentary carbon deposits with metallic nanoparticles (coking) is an indicator of the onset of surface damage (pitting).
| Alloy | Approximate Number of Cycles to Coking | Form of Coke |
| 601 | 48 | Grain boundary deposits, pits |
| 602CA | 48 | Adherent coke, no metal visible |
| 617 | 48 | Numerous small pits, grain boundary deposits |
| 693 | 24 | Numerous small pits |
| 696 | 100 | Attack on grain boundaries |
| HR-235® | 400 | Grain boundary deposits, minor pits |
Carburization Resistance
In addition to its high resistance to metal dusting, HAYNES® HR-235® alloy also withstands carburization, a degradation process which occurs at lower carbon activities and which negatively affects many metallic materials, as shown in the following chart. The test involved a gas mixture of Ar – 5% H2 – 2% C3H6 at 1800°F (982°C), with a carbon activity of 1; the test duration was 215 h.
Internal Carburization in Ar– 5% H2 – 2% C3H6 at 1800°F (982ºC)

The samples for 800HT, X, and 556® alloys experienced through thickness carburization, hence the values for these three materials would have been greater, had the samples been thicker.
Oxidation Resistance
HAYNES® HR-235® alloy also exhibits good oxidation resistance, as indicated in the following chart. The test was performed in flowing air (55.5 cm3/s) for 1,008 h, with an air cool to room temperature every 168 h.


Measurement of High Temperature Corrosion Attack
To assess the extent of attack (internal and external) of materials caused by oxidation, the following measurements are taken, using metallographic techniques, where A is the original thickness of the sample.

Weld Solidification Cracking Resistance
HAYNES® HR-235® alloy is resistant to weld solidification cracking, as measured by the VARESTRAINT weldability test. Materials with significant silicon contents, such as HR-160® alloy, are prone to this form of cracking, as a result of their wider melting ranges. Having a low silicon and aluminum content, HR-235® alloy is resistant to weld solidification and strain-age cracking. This is an improvement over other alloys intended for metal dusting resistance. It is also available as a filler wire with matching composition. For more information, visit our Welding and Fabrication Brochure.

Physical Properties
| Physical Property | British Units | Physical Property | ||
| Density | RT |
0.295 lb/in3 |
RT |
8.16 g/cm3 |
| Melting Range | 2401-2437ºF | 1316-1356ºC | ||
| Electrical Resistivity | RT | 48.4 μohm-in | RT | 1.23 μohm-m |
| 200°F | 48.8 μohm-in | 100°C | 1.24 μohm-m | |
| 400°F | 49.2 μohm-in | 200°C | 1.25 μohm-m | |
| 600°F | 49.6 μohm-in | 300°C | 1.26 μohm-m | |
| 800°F | 50.4 μohm-in | 400°C | 1.27 μohm-m | |
| 1000°F | 50.8 μohm-in | 500°C | 1.29 μohm-m | |
| 1200°F | 50.4 μohm-in | 600°C | 1.29 μohm-m | |
| 1400°F | 50.4 μohm-in | 700°C | 1.28 μohm-m | |
| 1600°F | 50.4 μohm-in | 800°C | 1.28 μohm-m | |
| 1800°F | 50.4 μohm-in | 900°C | 1.28 μohm-m | |
| 2000°F | 51.2 μohm-in | 1000°C | 1.28 μohm-m | |
| Thermal Conductivity | RT |
70 BTU.in/h.ft2.°F |
RT | 10.0 W/m.°C |
| 200°F |
77 BTU.in/h.ft2.°F |
100°C | 11.0 W/m.°C | |
| 400°F |
89 BTU.in/h.ft2.°F |
200°C | 12.5 W/m.°C | |
| 600°F |
101 BTU.in/h.ft2.°F |
300°C | 14.2 W/m.°C | |
| 800°F |
114 BTU.in/h.ft2.°F |
400°C | 15.8 W/m.°C | |
| 1000°F |
125 BTU.in/h.ft2.°F |
500°C | 17.3 W/m.°C | |
| 1200°F |
137 BTU.in/h.ft2.°F |
600°C | 18.9 W/m.°C | |
| 1400°F |
150 BTU.in/h.ft2.°F |
700°C | 20.6 W/m.°C | |
| 1600°F |
153 BTU.in/h.ft2.°F |
800°C | 21.6 W/m.°C | |
| 1800°F |
164 BTU.in/h.ft2.°F |
900°C | 22.3 W/m.°C | |
| 2000°F |
174 BTU.in/h.ft2.°F |
1000°C | 23.5 W/m.°C | |
| Mean Coefficient of Thermal Expansion | 70-200°F | 6.8 μin/in.°F | 25-100°C | 12.3 μm/m.°C |
| 70-400°F | 7.1 μin/in.°F | 25-200°C | 12.8 μm/m.°C | |
| 70-600°F | 7.4 μin/in.°F | 25-300°C | 13.2 μm/m.°C | |
| 70-800°F | 7.5 μin/in.°F | 25-400°C | 13.5 μm/m.°C | |
| 70-1000°F | 7.7 μin/in.°F | 25-500°C | 13.8 μm/m.°C | |
| 70-1200°F | 8.1 μin/in.°F | 25-600°C | 14.2 μm/m.°C | |
| 70-1400°F | 8.4 μin/in.°F | 25-700°C | 14.7 μm/m.°C | |
| 70-1600°F | 8.7 μin/in.°F | 25-800°C | 15.2 μm/m.°C | |
| 70-1800°F | 9.0 μin/in.°F | 25-900°C | 15.7 μm/m.°C | |
| 70-2000°F | 9.3 μin/in.°F | 25-1000°C | 16.2 μm/m.°C | |
| Thermal Diffusivity | RT |
0.108 ft2/h |
RT |
0.0279 cm2/s |
| 200°F |
0.116 ft2/h |
100°C |
0.0299 cm2/s |
|
| 400°F |
0.127 ft2/h |
200°C |
0.0328 cm2/s |
|
| 600°F |
0.139 ft2/h |
300°C |
0.0356 cm2/s |
|
| 800°F |
0.151 ft2/h |
400°C |
0.0382 cm2/s |
|
| 1000°F |
0.162 ft2/h |
500°C |
0.0408 cm2/s |
|
| 1200°F |
0.173 ft2/h |
600°C |
0.0434 cm2/s |
|
| 1400°F |
0.183 ft2/h |
700°C |
0.0459 cm2/s |
|
| 1600°F |
0.182 ft2/h |
800°C |
0.0470 cm2/s |
|
| 1800°F |
0.191 ft2/h |
900°C |
0.0475 cm2/s |
|
| 2000°F |
0.200 ft2/h |
1000°C |
0.0495 cm2/s |
|
| Specific Heat | RT | 0.105 BTU/lb.°F | RT | 440 J/kg.°C |
| 200°F | 0.109 BTU/lb.°F | 100°C | 456 J/kg.°C | |
| 400°F | 0.114 BTU/lb.°F | 200°C | 477 J/kg.°C | |
| 600°F | 0.119 BTU/lb.°F | 300°C | 494 J/kg.°C | |
| 800°F | 0.124 BTU/lb.°F | 400°C | 511 J/kg.°C | |
| 1000°F | 0.133 BTU/lb.°F | 500°C | 532 J/kg.°C | |
| 1200°F | 0.148 BTU/lb.°F | 600°C | 611 J/kg.°C | |
| 1400°F | 0.146 BTU/lb.°F | 700°C | 620 J/kg.°C | |
| 1600°F | 0.152 BTU/lb.°F | 800°C | 615 J/kg.°C | |
| 1800°F | 0.152 BTU/lb.°F | 900°C | 641 J/kg.°C | |
| 2000°F | 0.153 BTU/lb.°F | 1000°C | 624 J/kg.°C | |
| Dynamic Modulus of Elasticity | RT |
29.0 x 106psi |
RT | 200 GPa |
| 200°F |
28.5 x 106psi |
100°C | 196 GPa | |
| 400°F |
27.6 x 106psi |
200°C | 191 GPa | |
| 600°F |
26.7 x 106psi |
300°C | 184 GPa | |
| 800°F |
25.9 x 106psi |
400°C | 180 GPa | |
| 1000°F |
25.0 x 106psi |
500°C | 174 GPa | |
| 1200°F |
23.9 x 106psi |
600°C | 168 GPa | |
| 1400°F |
23.0 x 106psi |
700°C | 162 GPa | |
| 1600°F |
21.3 x 106psi |
800°C | 154 GPa | |
| - | - | 900°C | 144 GPa | |
Tensile Properties
HAYNES® HR-235® Solution Annealed Plate
Temperature
Yield Strength 0.2% Offset
Ultimate Tensile Strength
Elongation
°F
°C
ksi
MPa
ksi
MPa
%
RT
RT
48.8
337
106.9
737
58
1000
538
29.5
203
81.6
562
63
1200
649
28.7
198
72.7
501
61
1400
760
27.7
191
56.5
389
67
1600
871
22.4
154
31.3
216
72
1800
982
11.3
78
16.4
113
72
| Temperature | Yield Strength 0.2% Offset | Ultimate Tensile Strength | Elongation | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 48.8 | 337 | 106.9 | 737 | 58 |
| 1000 | 538 | 29.5 | 203 | 81.6 | 562 | 63 |
| 1200 | 649 | 28.7 | 198 | 72.7 | 501 | 61 |
| 1400 | 760 | 27.7 | 191 | 56.5 | 389 | 67 |
| 1600 | 871 | 22.4 | 154 | 31.3 | 216 | 72 |
| 1800 | 982 | 11.3 | 78 | 16.4 | 113 | 72 |
Creep and Stress Rupture Strength
HR-235® Solution Annealed Plate*
| Temperature | Creep | Approximate Initial Stress to Produce Specified Creep in: | ||||
| °F | °C | % | 100 h | 1000 h | ||
| ksi | MPa | ksi | MPa | |||
| 1000 | 538 | 1 | 57 | 393 | 45 | 310 |
| Rupture | 81 | 558 | 58 | 400 | ||
| 1100 | 593 | 1 | 40 | 276 | 30 | 207 |
| Rupture | 56 | 386 | 38 | 262 | ||
| 1200 | 649 | 1 | 27 | 186 | 19 | 131 |
| Rupture | 38 | 262 | 24 | 165 | ||
| 1300 | 704 | 1 | 17 | 117 | 11 | 76 |
| Rupture | 25 | 172 | 15 | 103 | ||
| 1400 | 760 | 1 | 10 | 69 | 6 | 41 |
| Rupture | 16 | 110 | 9 | 62 | ||
| 1500 | 816 | 1 | 6 | 41 | 4 | 28 |
| Rupture | 10 | 69 | 6 | 41 | ||
| 1600 | 871 | 1 | 4 | 28 | 2 | 14 |
| Rupture | 6 | 41 | 4 | 28 | ||
| 1700 | 927 | 1 | 2 | 14 | 1 | 7 |
| Rupture | 4 | 28 | 2 | 14 | ||
*Preliminary data
Hardness and Grain Size
HAYNES® HR-235® Alloy
| Form | Solution Annealed Room Temperature Hardness | Typical ASTM Grain Size |
| Sheet | 87 HRBW | 2 - 4 |
| Plate | 85 HRBW | 2 - 4 |
HRBW = Hardness Rockwell “B”, Tungsten Indentor.
Heat Treatment
Wrought HAYNES® HR-235® alloy is furnished in the solution heat treated condition, unless otherwise specified. The alloy is normally solution heat-treated at 2050-2150°F (1121-1177°C) at a time to commensurate with thickness and rapidly cooled or water quenched for optimal properties.
Welding
HAYNES® HR-235® alloy is readily weldable by Gas Tungsten Arc (GTAW) and Gas Metal Arc (GMAW) welding processes. For sheet welds and plate root passes, GTAW is suggested. For plate welds, GMAW is preferred. For GMAW, the pulsed spray transfer mode (GMAW-P) is highly suggested. The GMAW-P transfer mode is a stable, low spatter spray transfer at average current levels significantly below that for conventional spray transfer. This results in low-to-moderate weld heat input, which is important to maintain the material properties of Ni-base alloys. Submerged arc welding (SAW) is not recommended as this process is characterized by high heat input to the base metal and slow cooling of the weld. The welding characteristics of HR-235® alloy are comparable to the highly weldable “C-type” alloys and the same general welding guidelines apply. Compared to other metal dusting resistant Ni-base alloys, HR-235® alloy exhibits excellent weldability. For further welding details, please click here for the Welding and Fabrication guide, which contains general welding guidelines applicable to HR-235® alloy.
Heat Treatment
Wrought forms of HR-235® alloy are furnished in the solution annealed condition, unless otherwise specified, and should be welded in this condition. Welding of cold-worked materials is strongly discouraged, since it accelerates precipitation of secondary phases and induces residual stresses. As such, a full solution anneal in the range of 2100-2150°F (1149-1177°C), depending on specific requirements, followed by rapid air cool or water quench is suggested. Water quenching is recommended when annealing heavy section components and cold-worked structures prior to welding.
Base Metal Preparation
The joint surface and adjacent area should be thoroughly cleaned before welding. All grease, oil, crayon marks, sulfur compounds, and other foreign matter should be removed. Contact with copper or copper-bearing materials in the joint area should be avoided. It is preferable, but not necessary, that the alloy be in the solution-annealed condition when welded.
Filler Metal Selection
For GTAW and GMAW, HR-235® bare filler wire is suggested. For dissimilar metal welds involving HR-235® alloy, please consult with Haynes International for suggested filler metals.
Preheating, Interpass Temperatures, and Postweld Heat Treatment
Preheat is not required and is generally specified as room temperature. Preheat should not be used if the base metal to be welded is above 32°F (0°C). To minimize the precipitation of second phases in regions affected by the heat of welding, a maximum interpass temperature of 200°F (93°C) is recommended for HR-235® alloy. Auxiliary cooling methods may be used between weld passes, as needed, providing that such methods do not introduce contaminants. Post-weld heat treatment is not normally required or suggested for HR-235® alloy. Heat treatment of welded fabrications may be required for other reasons, such as stress relief.
Tensile Properties of Welded Material
Transverse Tensile – GTAW Welded Sheet
| Temperature | 0.2% Yield Strength | Ultimate Tensile Strength | Elongation | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 88.1 | 607 | 105.3 | 726 | 30 |
| 200 | 93 | 43.6 | 300 | 94.0 | 648 | 43 |
| 400 | 204 | 43.1 | 297 | 99.5 | 686 | 42 |
| 600 | 316 | 38.8 | 268 | 82.6 | 570 | 26 |
| 800 | 427 | 35.3 | 243 | 76.5 | 527 | 27 |
| 1000 | 538 | 37.6 | 259 | 86.1 | 594 | 38 |
| 1200 | 649 | 32.8 | 226 | 65.1 | 449 | 25 |
| 1400 | 760 | 28.2 | 194 | 54.3 | 374 | 22 |
| 1600 | 871 | 22.1 | 152 | 29.6 | 204 | 31 |
| 1800 | 982 | 11.0 | 76 | 15.9 | 110 | 34 |
| 2000 | 1093 | 5.3 | 37 | 7.7 | 53 | 37 |
Transverse Tensile – GTAW Welded Plate
| Temperature | 0.2% Yield Strength | Ultimate Tensile Strength | Elongation | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 65.3 | 450 | 112.3 | 774 | 51 |
| 200 | 93 | 56.2 | 387 | 89.8 | 619 | 19 |
| 400 | 204 | 48.2 | 332 | 96.4 | 665 | 41 |
| 600 | 316 | 45.6 | 314 | 90.0 | 621 | 40 |
| 800 | 427 | 42.3 | 292 | 89.1 | 614 | 44 |
| 1000 | 538 | 44.1 | 304 | 74.2 | 512 | 23 |
| 1200 | 649 | 38.1 | 263 | 73.5 | 507 | 30 |
| 1400 | 760 | 37.1 | 256 | 60.8 | 419 | 13 |
| 1600 | 871 | 23.9 | 165 | 33.1 | 228 | 25 |
| 1800 | 982 | 12.3 | 85 | 17.9 | 123 | 17 |
| 2000 | 1093 | 7.2 | 50 | 9.8 | 68 | 19 |
AWM (All Weld Metal) Tensile – GTAW
| Temperature | 0.2% Yield Strength | Ultimate Tensile Strength | Elongation | Reduction of Area | |||
| °F | °C | ksi | MPa | ksi | MPa | % | % |
| RT | RT | 80.0 | 552 | 115.3 | 795 | 26 | 30 |
| 200 | 93 | 69.2 | 477 | 101.2 | 698 | 31 | 32 |
| 400 | 204 | 66.7 | 460 | 98.3 | 678 | 27 | 27 |
| 600 | 316 | 67.0 | 462 | 94.4 | 651 | 26 | 35 |
| 800 | 427 | 63.0 | 434 | 89.9 | 620 | 30 | 30 |
| 1000 | 538 | 58.9 | 406 | 82.5 | 569 | 29 | 37 |
| 1200 | 649 | 52.0 | 359 | 71.6 | 494 | 22 | 31 |
| 1400 | 760 | 48.3 | 333 | 64.8 | 447 | 16 | 24 |
| 1600 | 871 | 26.3 | 181 | 36.3 | 250 | 21 | 23 |
| 1800 | 982 | 15.3 | 105 | 20.7 | 143 | 15 | 10 |
| 2000 | 1093 | 9.1 | 63 | 12.0 | 83 | 20 | 15 |
Specifications and Codes
Specifications
| HAYNES® HR-235® alloy (N06235) | |
| Sheet, Plate & Strip | ASTM B168 |
| Billet, Rod & Bar | ASTM B166 |
| Coated Electrodes | - |
| Bare Welding Rods & Wire | - |
| Seamless Pipe & Tube | ASTM B167 |
| Welded Pipe & Tube | ASTM B619 ASTM B626 |
| Fittings | ASTM B366 |
| Forgings | - |
| DIN | - |
| TÜV | - |
| Others | - |
Codes
| HR-235® alloy (N06235) | |||
| ASME | Section l | - | |
| Section lll | Class 1 | - | |
| Class 2 | - | ||
| Class 3 | - | ||
| Section Vlll | Div. 1 |
1600°F (870°C)1 |
|
| Div. 2 | - | ||
| Section Xll | - | ||
| B16.5 | - | ||
| B16.34 | - | ||
| B31.1 | - | ||
| B31.1 | - | ||
| VdTÜV (doc #) | - | ||
1ASME Code Case 3058: Plate, Sheet, Strip, Bar, Rod, Fittings, Seamless Pipe/Tube, Welded Pipe/Tube
Alloy Brochure