HASTELLOY® C-4 alloy
Principal Features
A versatile Ni-Cr-Mo alloy with extremely high resistance to HAZ sensitization
HASTELLOY® C-4 alloy (UNS N06455) is the most (microstructurally) stable of the widely used nickel-chromium-molybdenum materials, which are well known for their resistance to many aggressive chemicals, in particular hydrochloric acid, sulfuric acid, and chlorides. This stability means that the alloy can be welded without fear of sensitization, i.e. the nucleation and growth of deleterious, second phase precipitates in the grain boundaries of the weld heat-affected zone (HAZ).
Like other nickel alloys, it is ductile, easy to form and weld, and possesses exceptional resistance to stress corrosion cracking in chloride-bearing solutions (a form of degradation to which the austenitic stainless steels are prone). With its high chromium and molybdenum contents, it is able to withstand both oxidizing and non-oxidizing acids, and is resistant to pitting and crevice attack in the presence of chlorides and other halides.
*Please contact our technical support team if you have technical questions about this alloy.
Nominal Composition
Weight %
Nickel
65 Balance
Cobalt
2 max.
Chromium
16
Molybdenum
16
Iron
3 max.
Manganese
1 max.
Titanium
0.7 max.
Silicon
0.08 max.
Carbon
0.01 max.
Copper
0.5 max.
| Weight % | |
| Nickel | 65 Balance |
| Cobalt | 2 max. |
| Chromium | 16 |
| Molybdenum | 16 |
| Iron | 3 max. |
| Manganese | 1 max. |
| Titanium | 0.7 max. |
| Silicon | 0.08 max. |
| Carbon | 0.01 max. |
| Copper | 0.5 max. |
Thermal Stability (T-T-S Chart)
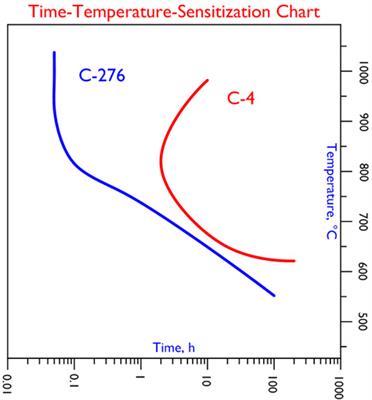
The above chart illustrates the large difference between the grain boundary precipitation kinetics of C-4 and C-276 alloys. It indicates that C-4 alloy must be held at the most critical temperature (825°C) for 2 hours before grain boundary precipitation is sufficient to cause preferential grain boundary attack of a significant nature, that is to a depth of 0.05 mm in the ASTM G 28A test solution (50% H2SO4 + 42 g/l Fe2(SO4)3 at the boiling point). On the other hand, C-276 alloy is prone to significant grain boundary attack in this boiling solution after just 3 minutes at temperatures in the approximate range 925°C to 1050°C. This means that, during welding, heat input is important in the case of C-276 alloy, but of little consequence in the case of C-4 alloy.
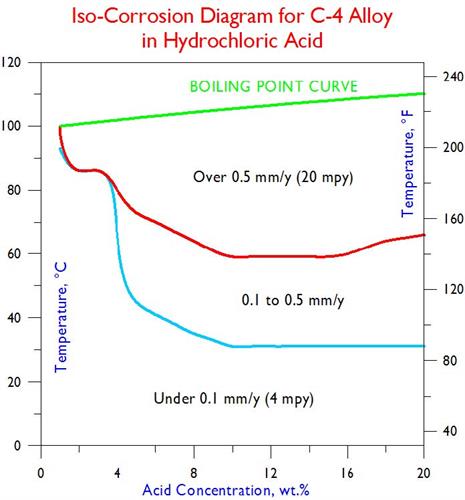
Iso-Corrosion Diagrams
Each of these iso-corrosion diagrams was constructed using numerous corrosion rate values, generated at different acid concentrations and temperatures. The blue line represents those combinations of acid concentration and temperature at which a corrosion rate of 0.1 mm/y (4 mils per year) is expected, based on laboratory tests in reagent grade acids. Below the line, rates under 0.1 mm/y are expected. Similarly, the red line indicates the combinations of acid concentration and temperature at which a corrosion rate of 0.5 mm/y (20 mils per year) is expected. Above the line, rates over 0.5 mm/y are expected. Between the blue and red lines, corrosion rates are expected to fall between 0.1 and 0.5 mm/y.


Comparative 0.1 mm/y Line Plots
To compare the performance of HASTELLOY C-4 alloy with that of other materials, it is useful to plot the 0.1 mm/y lines. In the following graphs, the lines for C-4 alloy are compared with those of two popular, austenitic stainless steels (316L and 254SMO), a lower-molybdenum nickel alloy (625), and C-276 alloy in hydrochloric and sulfuric acids. At hydrochloric acid concentrations above about 5%, C-4 alloy provides a quantum improvement over the stainless steels, and offers greater resistance to higher concentrations of both acids than alloy 625. The concentration limit of 20% hydrochloric acid is the azeotrope, beyond which high temperature corrosion tests are less reliable.


Selected Corrosion Data
Hydrochloric Acid
| Conc. | 50°F | 75°F | 100°F | 125°F | 150°F | 175°F | 200°F | 225°F | Boiling |
| 10°C | 24°C | 38°C | 52°C | 66°C | 79°C | 93°C | 107°C | ||
| 1 | – | – | <0.01 | – | <0.01 | <0.01 | 0.10 | – | 0.48 |
| 1.5 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | 0.01 | 0.03 | – | – | 1.99 |
| 2.5 | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | 0.02 | 0.04 | – | – | – |
| 3.5 | – | – | – | – | – | – | – | – | – |
| 4 | – | – | – | – | – | – | – | – | – |
| 4.5 | – | – | – | – | – | – | – | – | – |
| 5 | – | – | <0.01 | 0.27 | 0.42 | 0.98 | – | – | 4.37 |
| 7.5 | – | – | – | – | – | – | – | – | – |
| 10 | – | 0.06 | 0.19 | 0.30 | 0.57 | 1.11 | – | – | 6.91 |
| 15 | – | 0.06 | 0.18 | 0.39 | 0.57 | 1.33 | 2.33 | – | 6.35 |
| 20 | – | 0.05 | 0.14 | 0.27 | 0.55 | 1.12 | 2.19 | – | 5.72 |
All corrosion rates are in millimeters per year (mm/y); to convert to mils (thousandths of an inch) per year, divide by 0.0254.
Data are from Corrosion Laboratory Jobs 2-74 and 73-96.
All tests were performed in reagent grade acids under laboratory conditions; field tests are encouraged prior to industrial use.
Sulfuric Acid
| Conc. | 75°F | 100°F | 125°F | 150°F | 175°F | 200°F | 225°F | 250°F | 275°F | 300°F | 350°F | Boiling |
| 24°C | 38°C | 52°C | 66°C | 79°C | 93°C | 107°C | 121°C | 135°C | 149°C | 177°C | ||
| 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – |
| 5 | – | – | – | 0.01 | 0.02 | – | – | – | – | – | – | 0.41 |
| 10 | – | <0.01 | – | 0.01 | 0.03 | 0.19 | – | – | – | – | – | 0.43 |
| 20 | – | – | – | 0.01 | 0.05 | 0.38 | – | – | – | – | – | 0.89 |
| 30 | – | <0.01 | – | 0.02 | 0.07 | 0.54 | – | – | – | – | – | 1.85 |
| 40 | – | – | <0.01 | 0.03 | 0.38 | 0.87 | – | – | – | – | – | 3.63 |
| 50 | – | 0.02 | 0.01 | 0.03 | 0.63 | 0.99 | – | – | – | – | – | 9.96 |
| 60 | – | – | 0.03 | 0.15 | 0.67 | 1.24 | – | – | – | – | – | – |
| 70 | – | 0.04 | 0.06 | 0.14 | 0.46 | 0.94 | – | – | – | – | – | – |
| 80 | – | – | 0.04 | 0.13 | 1.10 | 2.47 | – | – | – | – | – | – |
| 90 | – | 0.04 | 0.05 | 0.19 | 0.71 | 2.63 | – | – | – | – | – | – |
| 96 | – | – | – | – | – | – | – | – | – | – | – | – |
All corrosion rates are in millimeters per year (mm/y); to convert to mils (thousandths of an inch) per year, divide by 0.0254.
Data are from Corrosion Laboratory Jobs 19-73, 24-94, and 68-96.
All tests were performed in reagent grade acids under laboratory conditions; field tests are encouraged prior to industrial use.

Reagent Grade Solutions, mm/y
| Chemical | Conc. | 100°F | 125°F | 150°F | 175°F | 200°F | Boiling |
| 38°C | 52°C | 66°C | 79°C | 93°C | |||
| Hydrobromic Acid | 2.5 | – | – | <0.01 | – | <0.01 | 0.08 |
| 5 | – | – | <0.01 | 0.01 | 0.76 | – | |
| 7.5 | – | – | 0.03 | 0.18 | 0.76 | – | |
| 10 | – | <0.01 | 0.37 | 0.53 | – | – | |
| 15 | <0.01 | 0.24 | 0.37 | 0.56 | – | – | |
| 20 | 0.15 | 0.24 | 0.35 | 0.51 | – | – | |
| 30 | 0.10 | 0.16 | 0.23 | 0.41 | 0.67 | – | |
| 40 | – | 0.11 | 0.17 | 0.28 | 0.44 | – | |
| Hydrochloric Acid | 1 | <0.01 | – | <0.01 | <0.01 | 0.10 | 0.48 |
| 2 | – | – | 0.01 | 0.03 | – | 1.99 | |
| 3 | – | – | 0.02 | 0.04 | – | – | |
| 5 | <0.01 | 0.27 | 0.42 | 0.98 | – | – | |
| 10 | 0.19 | 0.30 | 0.57 | 1.11 | – | – | |
| 15 | 0.18 | 0.39 | 0.57 | 1.33 | – | – | |
| 20 | 0.14 | 0.27 | 0.55 | 1.12 | – | – | |
| Hydrofluoric Acid* | 5 | – | – | – | 0.59 | – | – |
| Sulfuric Acid | 10 | <0.01 | – | 0.01 | 0.03 | 0.19 | 0.43 |
| 20 | – | – | 0.01 | 0.05 | 0.38 | 0.89 | |
| 30 | <0.01 | – | 0.02 | 0.07 | 0.54 | 1.85 | |
| 40 | – | <0.01 | 0.03 | 0.38 | 0.87 | – | |
| 50 | 0.02 | 0.01 | 0.03 | 0.63 | 0.99 | – | |
| 60 | – | 0.03 | 0.15 | 0.67 | 1.24 | – | |
| 70 | 0.04 | 0.06 | 0.14 | 0.46 | 0.94 | – | |
| 80 | – | 0.04 | 0.13 | 1.10 | 2.47 | – | |
| 90 | 0.04 | 0.05 | 0.19 | 0.71 | 2.63 | – |
Resistance to Pitting and Crevice Corrosion
HASTELLOY C-4 alloy exhibits high resistance to chloride-induced pitting and crevice attack, forms of corrosion to which the austenitic stainless steels are particularly prone. To assess the resistance of alloys to pitting and crevice attack, it is customary to measure their Critical Pitting Temperatures and Critical Crevice Temperatures in acidified 6 wt.% ferric chloride, in accordance with the procedures defined in ASTM Standard G 48. These values represent the lowest temperatures at which pitting and crevice attack are encountered in this solution, within 72 hours. For comparison, the values for 316L, 254SMO, 625, and C-4 alloys are as follows:
| Alloy | Critical Pitting Temperature | Critical Crevice Temperature | ||
| °F | °C | °F | °C | |
| 316L | 59 | 15 | 32 | 0 |
| 254SMO | 140 | 60 | 86 | 30 |
| 625 | 212 | 100 | 104 | 40 |
| C-4 | 212 | 100 | 122 | 50 |
Other chloride-bearing environments, notably Green Death (11.5% H2SO4 + 1.2% HCl + 1% FeCl3 + 1% CuCl2) and Yellow Death (4% NaCl + 0.1% Fe2(SO4)3 + 0.021M HCl), have been used to compare the resistance of various alloys to pitting (using tests of 24 hours duration). In Green Death, the lowest temperature at which pitting has been observed in C-4 alloy is 85°C. In Yellow Death, C-4 alloy has not exhibited pitting at temperatures up to 120°C (the maximum to which C-4 alloy has been exposed).
Resistance to Stress Corrosion Cracking
One of the chief attributes of the nickel alloys is their resistance to chloride-induced stress corrosion cracking. A common solution for assessing the resistance of materials to this extremely destructive form of attack is boiling 45% magnesium chloride (ASTM Standard G 36), typically with stressed U-bend samples. As is evident from the following results, the two nickel alloys, C-4 and 625, are much more resistant to this form of attack than the comparative, austenitic stainless steels. The tests were stopped after 1,008 hours (six weeks).
| Alloy | Time to Cracking |
| 316L | 2 h |
| 254SMO | 24 h |
| 625 | No Cracking in 1,008 h |
| C-4 | No Cracking in 1,008 h |
Physical Properties
| Physical Property | British Units | Metric Units | ||
| Density | RT |
0.312 lb/in3 |
RT |
8.64 g/cm3 |
| Electrical Resistivity | RT | 49.1 μohm.in | RT | 1.25 μohm.m |
| 200°F | 49.1 μohm.in | 100°C | 1.25 μohm.m | |
| 400°F | 49.6 μohm.in | 200°C | 1.26 μohm.m | |
| 600°F | 50.0 μohm.in | 300°C | 1.27 μohm.m | |
| 800°F | 50.5 μohm.in | 400°C | 1.28 μohm.m | |
| 1000°F | 51.3 μohm.in | 500°C | 1.29 μohm.m | |
| – | – | 600°C | 1.32 μohm.m | |
| Thermal Conductivity | RT |
70 Btu.in/h.ft2.°F |
RT | 10.1 W/m.°C |
| 200°F |
79 Btu.in/h.ft2.°F |
100°C | 11.4 W/m.°C | |
| 400°F |
92 Btu.in/h.ft2.°F |
200°C | 13.2 W/m.°C | |
| 600°F |
105 Btu.in/h.ft2.°F |
300°C | 15.0 W/m.°C | |
| 800°F |
119 Btu.in/h.ft2.°F |
400°C | 16.7 W/m.°C | |
| 1000°F |
133 Btu.in/h.ft2.°F |
500°C | 18.4 W/m.°C | |
| – | – | 600°C | 20.5 W/m.°C | |
| Mean Coefficient of Thermal Expansion | 68-200°F | 6.0 μin/in.°F | 24-100°C | 10.9 μm/m.°C |
| 68-400°F | 6.6 μin/in.°F | 24-200°C | 11.8 μm/m.°C | |
| 68-600°F | 7.0 μin/in.°F | 24-300°C | 12.5 μm/m.°C | |
| 68-800°F | 7.2 μin/in.°F | 24-400°C | 12.9 μm/m.°C | |
| 68-1000°F | 7.4 μin/in.°F | 24-500°C | 13.2 μm/m.°C | |
| 68-1200°F | 7.5 μin/in.°F | 24-600°C | 13.4 μm/m.°C | |
| Specific Heat | 32°F | 0.097 Btu/lb.°F | 0°C | 406 J/kg.°C |
| 200ºF | 0.102 Btu/lb.°F | 100°C | 427 J/kg.°C | |
| 400ºF | 0.107 Btu/lb.°F | 200°C | 448 J/kg.°C | |
| 600ºF | 0.111 Btu/lb.°F | 300°C | 465 J/kg.°C | |
| 800ºF | 0.115 Btu/lb.°F | 400°C | 477 J/kg.°C | |
| 1000ºF | 0.118 Btu/lb.°F | 500°C | 490 J/kg.°C | |
| – | – | 600°C | 502 J/kg.°C | |
| Dynamic Modulus of Elasticity | RT |
30.8 x 106psi |
RT | 212 GPa |
| 200°F |
30.2 x 106psi |
100°C | 208 GPa | |
| 400°F |
29.3 x 106psi |
200°C | 202 GPa | |
| 600°F |
28.3 x 106psi |
300°C | 196 GPa | |
| 800°F |
27.3 x 106psi |
400°C | 190 GPa | |
| 1000°F |
26.2 x 106psi |
500°C | 183 GPa | |
| 1200°F |
25.0 x 106psi |
600°C | 176 GPa | |
RT= Room Temperature
Impact Strength
| Test Temperature | Impact Strength | ||
| °F | °C | ft-lbf | J |
| RT | RT | 281 | 381 |
| -320 | -196 | 215 | 292 |
Limited data
Impact strengths were generated using Charpy V-notch samples, machined from mill annealed plate.
Tensile Strength and Elongation
| Form | Test Temperature | Thickness | 0.2% OffsetYield Strength | Ultimate TensileStrength | Elongation | ||||
| °F | °C | in | mm | ksi | MPa | ksi | MPa | % | |
| Sheet | RT | RT | 0.065 | 1.7 | 60.3 | 416 | 111.4 | 768 | 52 |
| Sheet | 400 | 204 | 0.065 | 1.7 | 58.5 | 403 | 102.4 | 706 | 49 |
| Sheet | 600 | 316 | 0.065 | 1.7 | 53.8 | 371 | 97.9 | 675 | 52 |
| Sheet | 800 | 427 | 0.065 | 1.7 | 46.4 | 320 | 95.2 | 656 | 64 |
| Sheet | RT | RT | 0.125 | 3.2 | 61.0 | 421 | 116.2 | 801 | 54 |
| Sheet | 400 | 204 | 0.125 | 3.2 | 46.4 | 320 | 98.3 | 678 | 54 |
| Sheet | 600 | 316 | 0.125 | 3.2 | 43.9 | 303 | 97.5 | 672 | 59 |
| Sheet | 800 | 427 | 0.125 | 3.2 | 43.9 | 303 | 93.4 | 644 | 62 |
| Sheet | 1000 | 538 | 0.125 | 3.2 | 43.4 | 299 | 93.5 | 645 | 55 |
| Sheet | RT | RT | 0.156 | 4.0 | 53.0 | 365 | 113.5 | 783 | 55 |
| Sheet | 400 | 204 | 0.156 | 4.0 | 39.9 | 275 | 99.9 | 689 | 55 |
| Sheet | 600 | 316 | 0.156 | 4.0 | 36.1 | 249 | 95.3 | 657 | 61 |
| Sheet | 800 | 427 | 0.156 | 4.0 | 36.2 | 250 | 95.1 | 656 | 68 |
| Plate | RT | RT | 0.250 | 6.3 | 48.8 | 336 | 111.3 | 767 | 58 |
| Plate | 400 | 204 | 0.250 | 6.3 | 42.8 | 295 | 104.0 | 717 | 54 |
| Plate | 600 | 316 | 0.250 | 6.3 | 40.8 | 281 | 103.3 | 712 | 55 |
| Plate | 800 | 427 | 0.250 | 6.3 | 37.0 | 255 | 99.0 | 683 | 60 |
| Plate | RT | RT | 0.375 | 9.5 | 51.6 | 356 | 114.7 | 791 | 59 |
| Plate | 400 | 204 | 0.375 | 9.5 | 43.6 | 301 | 105.4 | 727 | 56 |
| Plate | 600 | 316 | 0.375 | 9.5 | 39.1 | 270 | 102.1 | 704 | 59 |
| Plate | 800 | 427 | 0.375 | 9.5 | 37.4 | 258 | 96.3 | 657 | 62 |
| Plate | 1000 | 538 | 0.375 | 9.5 | 33.0 | 228 | 93.3 | 643 | 52 |
| Plate | RT | RT | 0.500 | 12.7 | 48.6 | 335 | 116.8 | 805 | 63 |
| Plate | 400 | 204 | 0.500 | 12.7 | 38.3 | 264 | 105.2 | 725 | 61 |
| Plate | 600 | 316 | 0.500 | 12.7 | 35.8 | 247 | 102.5 | 707 | 65 |
| Plate | 800 | 427 | 0.500 | 12.7 | 34.2 | 236 | 99.8 | 688 | 66 |
| Plate | 1000 | 538 | 0.500 | 12.7 | 29.8 | 205 | 92.1 | 635 | 71 |
RT= Room Temperature
Hardness
| Form | Hardness, HRBW | Typical ASTM Grain Size |
| Sheet | 92 | 6 – 7.5 |
| Plate | 90 | 4 – 6 |
All samples tested in solution-annealed condition.
HRBW = Hardness Rockwell “B”, Tungsten Indentor.
Welding and Fabrication
HASTELLOY® C-4® alloy is very amenable to the Gas Metal Arc (GMA/MIG), Gas Tungsten Arc (GTA/TIG), and Shielded Metal Arc (SMA/Stick) welding processes. For matching filler metals (i.e. solid wires and coated electrodes) that are available for these processes, and welding guidelines, please click here.
Wrought products of HASTELLOY® C-4®alloy are supplied in the Mill Annealed (MA) condition, unless otherwise specified. This solution annealing procedure has been designed to optimize the alloy’s corrosion resistance and ductility. Following all hot forming operations, the material should be re-annealed, to restore optimum properties. The alloy should also be re-annealed after any cold forming operations that result in an outer fiber elongation of 7% or more. The annealing temperature for HASTELLOY® C-4® alloy is 1066°C (1950°F), and water quenching is advised (rapid air cooling is feasible with structures thinner than 10 mm (0.375 in). A hold time at the annealing temperature of 10 to 30 minutes is recommended, depending on the thickness of the structure (thicker structures need the full 30 minutes). For more details concerning the heat treatment of HASTELLOY® C-4® alloy alloy, please click here.
HASTELLOY® C-4® alloy can be hot forged, hot rolled, hot upset, hot extruded, and hot formed. However, it is more sensitive to strain and strain rates than the austenitic stainless steels, and the hot working temperature range is quite narrow. For example, the recommended start temperature for hot forging is 1177°C (2150°F) and the recommended finish temperature is 954°C (1750°F). Moderate reductions and frequent re-heating provide the best results, as described here. This reference also provides guidelines for cold forming, spinning, drop hammering, punching, and shearing. The alloy is stiffer than most austenitic stainless steels, and more energy is required during cold forming. Also, HASTELLOY® C-4® alloy work hardens more readily than most austenitic stainless steels, and may require several stages of cold work, with intermediate anneals.
While cold work does not usually affect the resistance of HASTELLOY® C-4® alloy to general corrosion, and to chloride-induced pitting and crevice attack, it can affect resistance to stress corrosion cracking. For optimum corrosion performance, therefore, the re-annealing of cold worked parts (following an outer fiber elongation of 7% or more) is important.
Specifications and Codes
Specifications
| HASTELLOY® C-4 alloy (N06455, W86445) | |
| Sheet, Plate & Strip | SB 575/B 575P= 43 |
| Billet, Rod & Bar | SB 574/B 574P= 43 |
| Coated Electrodes | SFA 5.11/ A 5.11 (ENiCrMo-7)F=43 |
| Bare Welding Rods & Wire | SFA 5.14/ A 5.14 (ERNiCrMo-7)F= 43 |
| Seamless Pipe & Tube | SB 622/B 622P= 43 |
| Welded Pipe & Tube | SB 619/B 619P= 43 |
| Fittings | SB 366/B 366P= 43 |
| Forgings | – |
| DIN | 17744 No. 2.4610 NiMo16Cr16Ti |
| TÜV | Werkstoffblatt 424Kennblatt 2666.02Kennblatt 2667.02Kennblatt 2665.02 |
| Others | NACE |
Codes
| HASTELLOY® C-4 alloy (N06455, W86455) | |||
| ASME | Section l | – | |
| Section lll | Class 1 | – | |
| Class 2 | – | ||
| Class 3 | – | ||
| Section Vlll | Div. 1 | 800°F (427°C)1 | |
| Div. 2 | 800°F (427°C)2 | ||
| Section Xll | 800°F (427°C)2 | ||
| B16.5 | 800°F (427°C)3 | ||
| B16.34 | 800ºF (427°C)4 | ||
| B31.1 | – | ||
| B31.3 | 800°F (427°C)1 | ||
| VdTÜV (doc #) | 752°F (400ºC)5, #424 | ||
1Plate, Sheet, Bar, fittings, welded pipe/tube, seamless pipe/tube
2Plate, Sheet, Bar, welded pipe/tube, seamless pipe/tube
3Plate, Forgings, fittings
4Plate, Bar, Forgings, seamless pipe/tube
5Plate, Sheet, Bar, Forgings, seamless pipe/tube
Disclaimer
Haynes International makes all reasonable efforts to ensure the accuracy and correctness of the data displayed on this site but makes no representations or warranties as to the data’s accuracy, correctness or reliability. All data are for general information only and not for providing design advice. Alloy properties disclosed here are based on work conducted principally by Haynes International, Inc. and occasionally supplemented by information from the open literature and, as such, are indicative only of the results of such tests and should not be considered guaranteed maximums or minimums. It is the responsibility of the user to test specific alloys under actual service conditions to determine their suitability for a particular purpose.
For specific concentrations of elements present in a particular product and a discussion of the potential health affects thereof, refer to the Safety Data Sheets supplied by Haynes International, Inc. All trademarks are owned by Haynes International, Inc., unless otherwise indicated.